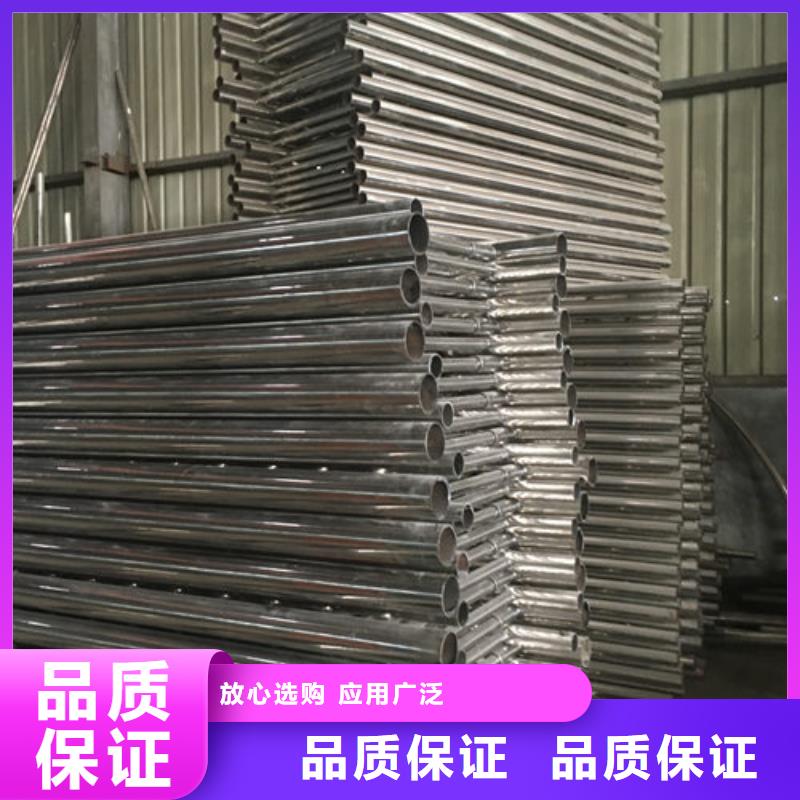


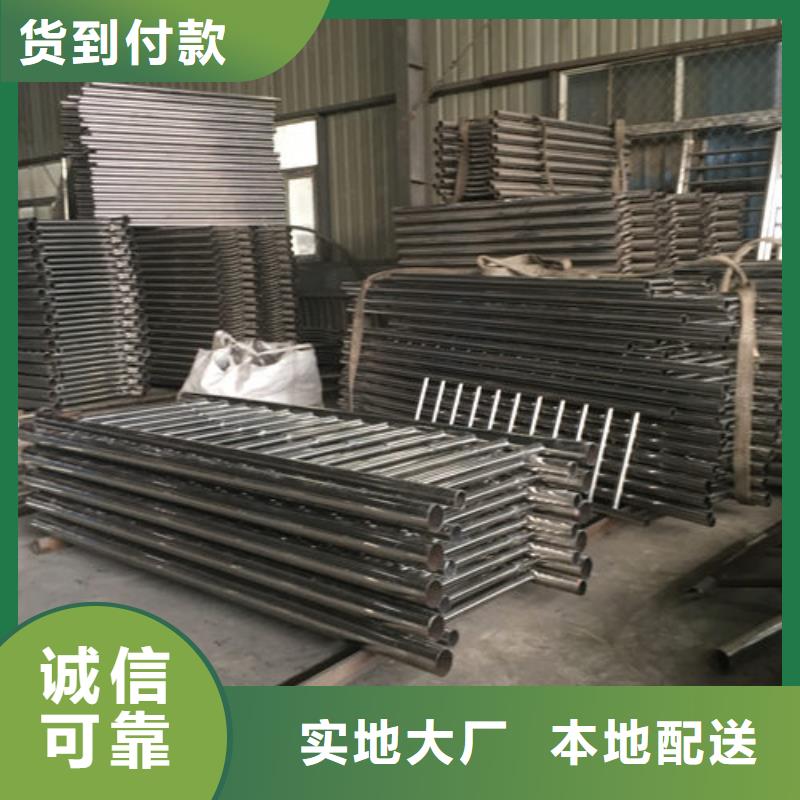
以下是:复合管护栏远销各地的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 产地 山东 品牌 鑫海达 是否进口 否 加工定制 是 用途 桥梁护栏网 选购复合管护栏远销各地来临沂市郯城县找鑫海达不锈钢复合管护栏厂,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:贾殿涛-17768165506,{QQ:1271858886},地址:[开发区工业园发货到山东省 临沂市 郯城县、兰山区、罗庄区、沂南县、沂水县、苍山县、费县、平邑县、莒南县、蒙阴县、临沭县]。 山东省,临沂市,郯城县 郯城是全国100个产粮大县之一,有“鲁南粮仓”之称,被评为全国粮食生产先进县、全国平原绿化先进县,全国文化先进县、中国生态旅游县、中国绿色名县、全国科技进步先进县、全国园林县城、中国银杏之乡、中国杞柳之乡等称号。
精心打磨的产品视频已准备就绪,它将带您深入复合管护栏远销各地的魅力世界,让您重新发现产品的无限可能。
以下是:复合管护栏远销各地的图文介绍
不锈钢复合管栏杆的3种焊接方式
1.手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
2.MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体. 的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
3.TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”.TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用
多年来,临沂郯城鑫海达不锈钢复合管护栏厂始终坚持以精工品质 · 塑造辉煌的核心理念科学发展,并以客户至上、信誉至上为服务核心,一如既往地向客户提供高品质、高性能的 不锈钢复合管厂家产品,以专业技术和贴心服务赢得广大客户的信赖与支持。建设企业,创建品牌,展望未来,临沂郯城鑫海达不锈钢复合管护栏厂将与您迈向更辉煌的明天。
怎样增加不锈钢复合管护栏的使用寿命
经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果,而且不锈钢在冷加工、热加工、焊接等方面都具有良好的物理性能。高端的不锈钢复合管护栏构配件采用的是不锈钢材质制作,有着的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能,保障了建筑物的使用。此外,不锈钢复合管护栏与太阳能光伏发电系统、太阳能真空管、真空集热板的结合应用,使不锈钢复合管护栏具有利用绿色、清洁、环保的太阳能造福人类,并且使用寿命长、维护成本低的功效,在减小甚至杜绝污染的同时,大大降低能耗,具有节能环保的功效。不锈钢复合管, 桥梁护栏,护栏立柱,不锈钢复合管护栏
1、人行道或带外侧的护栏高度不应小于1.10m。护栏构件间的 净间距不得大于140mm,切不宜采用横线条护栏。护栏结构设计必须可靠,护栏底座应设置锚筋,其强度应满足 规范要求。
2、护栏强度应满足:车辆以80KM/H的速度,与护栏成15°角发生碰撞,不落河。
3、护栏造型、色调与周围环境协调,对重要桥梁宜作景观设计。
4、当桥梁跨越快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面人行道护栏上应加设护网,护网高度不应小于2m,护网长度宜为下穿道路的宽度并各向路外延长10m。
5、作用在桥上人行道护栏扶手上竖向荷载应为1.2KM/m;水平向外荷载应为2.5KM/m。两者应分别计算。不锈钢复合管, 桥梁护栏,护栏立柱,不锈钢复合管护栏。
不锈钢复合管护栏焊接
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话 是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。 可达2900多度。
不锈钢复合管护栏焊接
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。
联系人:贾殿涛,电话:17768165506,鑫海达不锈钢复合管护栏厂在临沂市郯城县本地专业从事复合管护栏远销各地,临沂市郯城县各个县市以及周边城市均可提供送货上门服务!












